 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Acasă
>
Produse > Electrocasnice Mici Mucegai
>
Matriță electronică din plastic pentru împrăștierea insectelor de muște
Produse
- Mucegai mare pentru electrocasnice
- Electrocasnice Mici Mucegai
- Mold pentru piese de uz casnic din plastic
- Mold pentru echipamente medicale din plastic
- Mold plastic pentru birouri
- Mold plastic pentru piese auto
- Mold plastic pentru piese motociclete
- Mucegai pentru produse pentru animale de companie
- Scaun Mat Plastic
- Mold pentru piese industriale din plastic
- Mold cu injecție pentru cutii de plastic
- Mold pentru produse din plastic pentru copii
- Mold din plastic cu perete subțire
- Preformă PET și matriță pentru capac
- Matriță pentru montarea țevilor din plastic
- Produse din plastic
- Alte Matrite









Matriță electronică din plastic pentru împrăștierea insectelor de muște
În calitate de producător profesionist, ne-ar dori să vă oferim matriță electronică de înaltă calitate, din plastic, pentru împrăștierea insectelor de muște. Și vă vom oferi cel mai bun serviciu post-vânzare și livrare în timp util. Suntem un producător profesionist din China din plastic Electronic Fly Insect Swatter Mold, dacă doriți să aflați mai multe, ne puteți contacta.
Vara, musca și insectele sunt în jurul nostru, care ne mușcă mereu, este periculos și urât, așa că atunci când vara, multor oameni le place să folosească Plastic Electronic Fly & Insect Swatter pentru a elimina musca. Compania de mucegai Hongmei vă poate ajuta să faceți această carcasă electronică de mucegai pentru mucegai și insecte de bună calitate.
Vara, musca și insectele sunt în jurul nostru, care ne mușcă mereu, este periculos și urât, așa că atunci când vara, multor oameni le place să folosească Plastic Electronic Fly & Insect Swatter pentru a elimina musca. Compania de mucegai Hongmei vă poate ajuta să faceți această carcasă electronică de mucegai pentru mucegai și insecte de bună calitate.
Trimite o anchetă
Descriere produs
În calitate de producător profesionist, ne-ar dori să vă oferim matriță electronică de înaltă calitate din plastic pentru zvârlitor de insecte. Și vă vom oferi cel mai bun serviciu post-vânzare și livrare la timp.
Mucetă electronică din plastic pentru împrăștierea insectelor
Caracteristica mucegaiului
Material parte: ABS
Oțel turnat: p20
Cavitate: o singură cavitate
Sistem de evacuare: bolt de evacuare
Runner: alergător rece
Timp de ciclu: 26s
Tonajul mașinii de injecție: 150T
Timp de livrare: 30 de zile
Ambalare: carcasă din lemn
Introducerea mucegaiului elecitronic de plastic pentru spălarea muștelor și a insectelor
Dispozitivele de exterminare a insectelor sunt practice, dar au un punct slab: insecta trebuie să se apropie de ele pentru a fi lovită. Dar ce se întâmplă dacă există un țânțar sau o muscă în vrac de care trebuie să scapi? Pentru acele vremuri, ceea ce ai nevoie este ucigatorul de insecte electric cu dublă utilizare, cu „racheta” reîncărcabilă. Scoate-l și pentru următoarele 30 de minute, rămâne încărcat și o armă puternică pentru a scăpa de acei dăunători zburători enervant! Cu alte cuvinte, aceasta combină funcția unei capcane de insecte pentru electrocutor și a unui zburător electric într-o singură unitate elegantă.
Desigur, cu racheta zap la loc și conectată la o priză de curent alternativ, ucigatorul de insecte electric cu dublă utilizare funcționează ca o capcană electrică standard pentru insecte și vă permite să citiți sau să dormiți într-o noapte de vară cu ferestrele deschise. Este disponibil în două culori (alb sau gri închis), făcându-l să se adapteze simplu la spațiul și gustul dumneavoastră. Este ușor și ușor de utilizat - doar conectați-l! Arma supremă împotriva insectelor este aici!
Configurația liniei de răcire a spălătorului electronic de muște din plastic mould
Liniile cool sunt de obicei organizate în machete serie sau paralele. Liniile de răcire în construcție paralelă împart lichidul de răcire care curge din controlerul de căldură al matriței de plastic. Presupunând căderea de apăsare egală pe linie, debitul de lichid de răcire pe linie este aproximativ egal cu transportul cu rata de mișcare completă prin controlerul de temperatură împărțit la cantitatea aferentă liniilor paralele legate de acesta. De exemplu, o unitate de gestionare de 11 galoane pe minut ar furniza aproximativ 1,35 galoane în fiecare minut, referitor la opt linii de răcire paralele egale.
Ușoare variații ale căderii tensiunii între liniile paralele pot duce la diferențe mari în rata de mișcare a lichidului de răcire și posibile dificultăți de răcire. Circuitele în serie previn această problemă prin menținerea unei viteze standard de mișcare a lichidului de răcire prin circuit. În ceea ce privește mâna diferită, o creștere mare a căldurii lichidului de răcire în circuitele de serie lungă poate duce la o răcire mai puțin eficientă la capetele circuitelor.
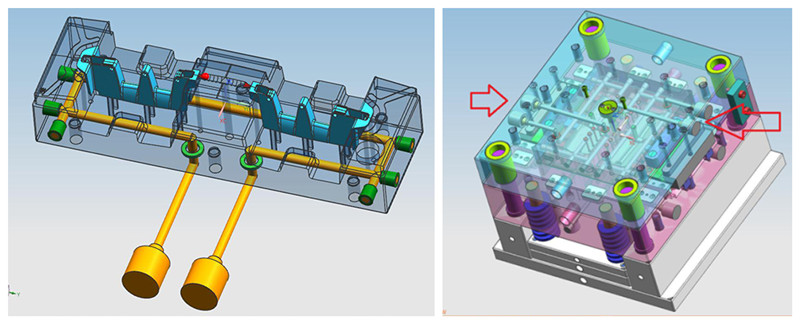
Fiind un compromis, gândiți-vă la împărțirea circuitelor mari de răcire direct în circuite mai multe serii mai mici legate de căderea egală a tensiunii. Folosiți măsuri de control al fluxului pentru a echilibra mișcarea prin circuite cu lungimi și/sau limitări dezechilibrate.
În circuitele în serie, direcționați răcirea către locații care necesită mai întâi cel mai rece: de obicei, porțiuni groase, pumni fierbinți sau personalizatematriță electronică din plastic pentru spălarea insectelor de muștefacilitate. Pentru un schimb eficient de căldură prin matrița personalizată către lichidul de răcire, proiectați sistemul de răcire pentru a obține o mișcare turbulentă, adică o cantitate Reynolds semnificativ mai mare în comparație cu importanța declanșării turbulenței referitoare la aproximativ 2.600. Cu o sumă Reynolds referitoare la 10.000, importanța țintă a planului obișnuit, lichidul de răcire cu apă schimbă căldura și o ordine legată de mărime mai rapid în comparație cu mișcarea laminară. Nu subevaluați cerințele de răcire legate de componentele cu pereți subțiri. Scăderea dimensiunii peretelui în parte reduce cel mai mic timp de răcire la un sfert. Pentru a obține întreaga reducere posibilă a timpului de ciclu, metoda rece trebuie să ia căldură la 4 ori mai mult. Diferiți factori interesanți de abordat
1. Utilizați contoare de control al debitului pentru a verifica dacă există obstacole și pentru a modifica viteza de mișcare a lichidului de răcire prin circuitele de răcire;
2. Preveniți restricțiile de mișcare, deconectările rapide și diferitele obstacole care cresc scăderea tensiunii și scad rata de mișcare a lichidului de răcire; şi
3. Oferiți suficientă mișcare a lichidului de răcire pentru a limita creșterea căldurii lichidului de răcire în circuite la nu mai mult de 4,5 grade.
Sistemul de injecție este, de asemenea, foarte important matriță electronică din plastic pentru spălarea insectelor de muște
Sistemul obișnuit de turnare constă din canal principal, canal de ramificație, poartă și puț de melc rece. Poziția de turnare a piesei din plastic trebuie determinată înainte de proiectarea sistemului de turnare. Proiectarea sistemului de turnare este o parte importantă a proiectăriimatriță electronică din plastic pentru spălarea muștelor și a insectelor. Are un impact direct asupra ciclului de turnare prin injecție și asupra calității pieselor din plastic (cum ar fi aspectul, proprietățile fizice, precizia dimensională)
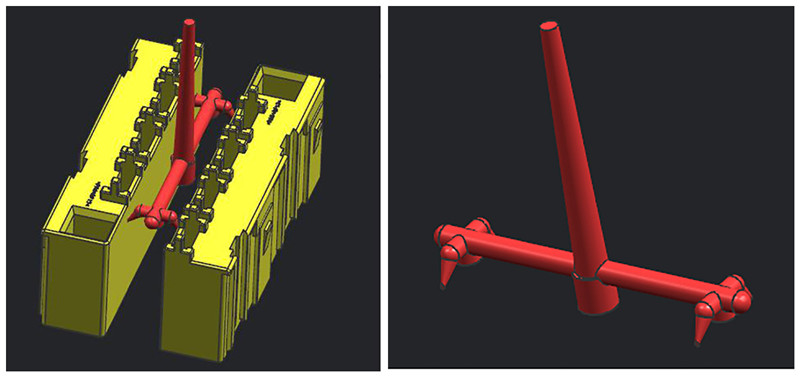
Mi-am pierdut designul Matriță electronică din plastic pentru împrăștierea muștelor și a insectelor, așa că folosesc un alt design în schimb aici vă arăt.
Proiectarea trebuie să se bazeze pe următoarele principii:
(1) Dispunerea cavității și poziția de deschidere a porții trebuie să fie simetrice pentru a preveni ca matrița să fie supusă unei sarcini dezechilibrate și să provoace intermitent.
(2) Dispunerea cavităților și porților trebuie să reducă cât mai mult posibil dimensiunile totale ale matriței.
(3) Canalul de curgere al sistemului trebuie să fie cât mai scurt posibil, iar dimensiunea secțiunii transversale trebuie să fie adecvată (prea mică, pierderea de presiune și căldură va fi mare și prea mare, consumul de plastic va fi mare): minimizați îndoire, iar rugozitatea suprafeței ar trebui să fie scăzută pentru a minimiza pierderea de căldură și presiune. Poate fi mic. ,
(4) Pentru mai multe cavități, topitura de plastic ar trebui să pătrundă în adâncurile și colțurile fiecărei cavități în același timp cât mai mult posibil, iar ghidajele trebuie aranjate cât mai echilibrat posibil.
(5) Sub premisa că cavitatea este plină, volumul sistemului de turnare ar trebui să fie cât mai mic posibil pentru a reduce consumul de plastic.
(6) Poziția porții ar trebui să fie adecvată, încercați să evitați impactul inserției și miezului mic și împiedicați deformarea miezului. Reziduurile porții nu ar trebui să afecteze aspectul piesei din plastic.
FAQ
Î: Sunteți o fabrică de mucegai?
R: Da, compania Hongmei este înființată în 2014, specializată în fabricarea matrițelor de injecție.
Î: Ce fel de matriță puteți face?
A: Matriță de injecție din plastic, inclusiv matriță pentru piese de uz casnic, matriță pentru dispozitive, matriță pentru perete subțire, matriță pentru piese auto, matriță pentru industrie, matriță pentru țevi și matriță pentru preforme pentru animale de companie.
Î: Cum rămâne cu termenii dvs. de plată?
R: 50% plată în avans, iar soldul trebuie plătit înainte de expediere.
Î: Cât durează să termine o matriță?
R: În mare parte va fi terminat în 45 de zile, dar unele mucegai complexe și mari vor petrece mai mult timp.
Î: Cum's producția anuală a companiei dvs.?
R: Putem face 300-500 de seturi în fiecare an.
Î: Cât durează perioada de garanție a matriței?
R: Perioada de garanție a mucegaiului de 1 an (daunele cauzate de factori umani sau accident nu fac parte din domeniul de aplicare al garanției), iar piesele de uzură vă vor trimite gratuit.
Compania Hongmei va personaliza matrița pentru a economisi timp și bani. Așteptăm cu nerăbdare să cooperăm cu tine! Servicii post-vânzare bune! Satisfacția dumneavoastră este urmărirea noastră!
Bine ați venit să ne întrebați! Informații suplimentare Contact S.U.A!
Contactați-mă
Hot Tags: Mucetă electronică din plastic pentru împrăștierea insectelor de muște, China, personalizat, calitate, modă, stil nou, vânzare la cald, popular, ieftin, cumpărare, ultima vânzare, comerț cu ridicata, cel mai nou, preț mic, fabrică, fabricat în China, preț, producători, furnizori, OEM , ODM, Livrare la timp, Probă gratuită
Etichetă de produs
Trimite o anchetă
Vă rugăm să nu ezitați să trimiteți întrebarea dvs. în formularul de mai jos. Vă vom răspunde în 24 de ore.








X
Folosim cookie-uri pentru a vă oferi o experiență de navigare mai bună, pentru a analiza traficul site-ului și pentru a personaliza conținutul. Prin utilizarea acestui site, sunteți de acord cu utilizarea cookie-urilor.
Politica de confidențialitate