 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Autocar rezervor radiator matriță injecție
Autocar rezervor radiator matriță injecție
Descrierea matriței
Oțel turnat: P20
Cavitatea mucegaiului: unică sau multiplă
Material produs: PA66+GF30%
Sistem de injecție: Cold Runner
Tip de evacuare: Pin ejector
Timp de ciclu: 50S
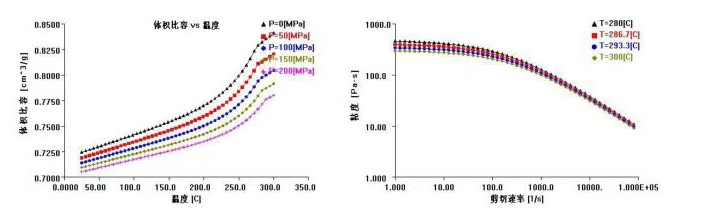
De ce să alegeți materialul pentru radiator rezervor PA66+GF30%?
Odată cu dezvoltarea automobile ușoare, în practică, radiatoarele rezervorului superior și inferiorAutocar rezervor radiator matriță injecțiesunt înlocuite cu materiale plastice de inginerie în loc de cupru, folosind de obicei nailon 66 pentru a adăuga material din fibră de sticlă. PA66 are o rezistență bună la temperaturi ridicate și la coroziune, astfel încât părțile camerei de apă să fie intacte și să nu fie îndoite. Autovehiculele rezervorului superior și inferior sunt înlocuite cu materiale plastice de inginerie în loc de cupru, folosind de obicei nailon 66 pentru a adăuga material din fibră de sticlă. PA66 are o rezistență bună la temperaturi ridicate și la coroziune, astfel încât părțile camerei de apă să fie intacte și să nu fie îndoite. În același timp, are o ductilitate bună și piese frumoase pentru radiatoarele rezervorului.
Structura matriței radiatorului rezervorului
Determinarea structurii matriței trebuie să ia în considerare sistemul matriței și situația reală de producție. DeoareceAutocar rezervor radiator matriță injecțieprodusele sunt structură laterală de tragere a miezului, astfel încât utilizarea unui mucegai o structură de mucegai cu cavitate, poarta folosind poarta de testare. Radiatorul rezervorului automat este bucăți lungi drepte, atunci când se setează piese lungi drepte în mijlocul pieselor, plasticul va apărea în procesul de umplere a moleculelor topite și orientarea fibrei, are loc o orientare diferită a produsului față de flambaj și paralel cu direcția și perpendiculară. la fluxul va avea tendința de a cracare la efort, deoarece perpendicular pe fluxul de rezistență scăzută, mai predispus la fisurare de tensiune. Așa că inginerii de proiectare a matriței de la Hongmei au decis să plaseze poarta la un capăt al produsului.
Verificarea designului produsului:
Indiferent de designul de produs realizat de HONGMEI MOLD sau oferit de clienți, facem întotdeauna analize și inspecții complete, cum ar fi fezabilitatea procesului de turnare din plastic, structura și fezabilitatea mișcării matrițelor din plastic, situația de potrivire a tuturor componentelor din plastic aferente etc. Se poate evita matrițele din plastic. modificări, resturi și alte lucrări inutile de reparare a matrițelor din plastic, care sunt cauzate de o greșeală de proiectare a produsului. Credem că încă 10 minute pe care le petrecem pentru design, o lună poate fi redusă în producție.
Cu analize precise, analiză de raționalitate pentru proiectarea matrițelor din plastic, cea mai bună analiză a procesării și aplicarea structurii matrițelor din plastic, oferă cele mai profesionale soluții cu cele mai potrivite performanțe și specificații tehnice ale matrițelor din plastic după cum solicită clientul.
Inspecția acoperă multe aspecte, cum ar fi intensitatea matrițelor din plastic, analiza curgerii matriței, evacuarea matrițelor din plastic, sistemul de răcire, raționalitatea sistemului de ghidare, aplicarea specificațiilor pieselor de schimb pentru matrițe din plastic, selecția mașinii clienților și aplicarea cerințelor speciale etc. Toate dintre acestea ar trebui inspectate în conformitate cu standardul de proiectare a matrițelor din plastic HONGMEI MOLD.
Inspecția achizițiilor de oțel:
Există un proces strict de inspecție și un control al timpului pentru achiziționarea pieselor de schimb, standardizarea pieselor, precizia dimensiunilor, duritatea materialului matrițelor din plastic și detectarea defectelor de material și așa mai departe.
Fabricarea matrițelor nu este doar proiectarea matriței, procesarea și asamblarea CNC. O companie bună de matrițe nu se preocupă doar de acest lucru, ci va acorda mai multă atenție detaliilor, cum ar fi curgerea matriței, verificarea dimensiunii matriței, precizia CNC a matriței, verificarea canalului de apă și gradul de lustruire a matriței.

Echipamente de inspecție
1. etrier culisant
2. Multimetru
3. Hardometru
4. Măsurați bandă
5. Etriere micrometrice
6. Mașină CMM
Standarde de inspecție a aspectului
1. Dimensiunea bazei matriței ar trebui să fie standard
2. Suprafața bazei matriței este ordonată și netedă
3. Oțelul pentru matriță trebuie să fie același cu cel al contractului
Structura matriței
1. Structură rezonabilă a matriței
2. Toboganele trebuie netezite și necesită tratament termic, există o canelură de ulei pe tobogan
3. Ridicatorul, inserția și știftul de injecție, bucșa ar trebui să funcționeze neted.
Sistem de răcire
1. Sistem de răcire cu ciclu rezonabil
2. Canal de apă neted, fără scurgeri de apă și aer
3. Mărimea interfeței canalului de apă ar trebui să fie aceeași cu cea din desen
Sistem de injecție
1. Inelul de localizare ar trebui să fie potrivit pentru mașina de injecție, dimensiunea și panta principală ar trebui să fie proiectate rezonabile
2. Metoda de hrănire și ramificația ar trebui să fie în poziție rezonabilă, poarta este ușor de căzut
3. Design rezonabil al liniei de despărțire
4. Unele matrițe au marcat data zilei/lună/anului sau materialului sau logo-ului
5. Pinul de injecție ar trebui să fie potrivit de proiectare
Trimite o anchetă


X
Folosim cookie-uri pentru a vă oferi o experiență de navigare mai bună, pentru a analiza traficul site-ului și pentru a personaliza conținutul. Prin utilizarea acestui site, sunteți de acord cu utilizarea cookie-urilor.
Politica de confidențialitate